在机械零件加工前, 要注意材质的密度,如果密度太大,相当于硬度也很大,而硬度要是超过车床车刀的硬度,就是无法加工的,不仅仅会损坏零件,还会造成危险,比如车刀飞崩出去伤人等。那么,机械零件加工对材质有哪些要求呢?
对于机械加工的材料分为两大类,金属材料和非金属材料。对于金属材料来说,硬度为不锈钢 大,其次是铸铁,其次是铜, 后是铝。而陶瓷,塑料等的加工是属于非金属材料的加工。
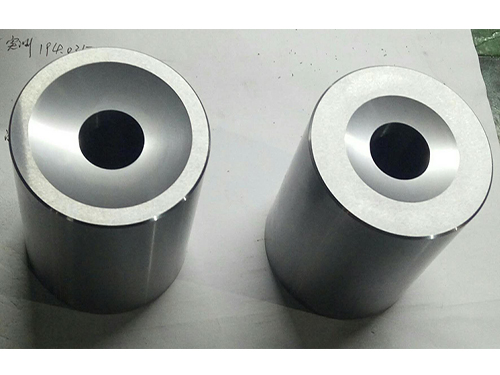
用于机械零件加工的材料
1.首先是对材料硬度的要求,对有些场合来说,材料是硬度越高越好,只是限于加工机件的硬度要求,加工的材料不能太硬,如果比机件还硬是无法加工的。
2.其次,材质软硬适中,至少要比机件硬度低一个档次,同时还要看加工的器件的作用是做什么用,对机件合理选材。
总之,机械加工对材质的要求还是有一些的,并不是什么材质都适合加工的,比如太软或太硬的材料,前者是没有加工的 ,而后者是无法加工。
所以,一般来说,对于机械类加工来说,材料材质要低于机刀的硬度,这样才能被加工。并不是什么材料都可以进行加工的,有些材料硬度太大,超过了加工机件的硬度,就可能把机件崩坏,所以这些材料是不适宜机械加工的,除非是材料制成的机件,或激光切割。
为了提高机械加工的质量,找出造成加工误差的主要因素(原始误差)是关键,然而该如何采取相应的工艺技术措施来控制或减少这些因素的影响呢?下面小编就和您一起了解一下如何提高机械加工质量的六种方法:
一、误差分组法
这种方法上报毛坏或上道工序加工的工作尺寸经测量按误差大小分为n组,每组工件的尺寸误差范围就缩减为原来的确/n;然后按各组的误差范围分别调整刀具相对于工件的位置,使名组工件的尺寸分散范围中心基本一致。以使整批工件的尺寸分散范围缩小。这种方法比起提高警惕毛坏精度往往雪经济易行些。如在精加工齿形时,为加工后齿圈与齿轮内孔的同轴度,应缩小齿轮内也与心轴的配合间隙。在生产中往往按齿轮内也尺寸进行分组,然后与相应的分组心轴配合,这就均分了因间隙而产生的原始误差,提高警惕了齿轮齿圈的位置精度。
二、误差补偿法
这种方法就是人为地造出一种新的原始误差,支抵消原来工艺系统中固有的原始误差,从而达到减少加工误差,加工精度的目的。
三、误差转移法
这种方法实质上是将工艺系统的几何误差,受力变形和热变形等转移到不影响加工精度的方向去。例如,对具有分度或转位的多工位工序或采用转位刀架加工的工序,其分度,转创业者误差将直接影响到零件有关表面的加工精度。
四、误差均化法
这种方法利用有密切联系的表面之间相互,相互修正,或者利用互为基准进行加工。它能使那些局部较大的误差比较均匀地影响到整个加工表面,使传递到工件表面的加工误差较为均匀,因而工件的加工精度相应的就提高。
五、就地加工法
在加工和装备配时有些精度牵涉到零部件间相互关系,相当复杂。如果一味的提高零部件本身的精度,有时不仅困难甚至不可能,而采用就地加工发可解决这种难题。就地加工发的要点:要部件间什么样的位置关系,就在这样的位置关系上利用一个部件装上刀具去加工一个部件。例如,在六角车床制造中,转塔上六个安装刀架的大孔轴线 机床和主轴回转线重合,各大孔的端面又 与主轴回转线垂直。
六、直接减少误差法
这种方法是在生产中应用较广的一种基本方法。该法是在查明影响加工精度的主要原始误差因素之后,设法对其进行直接或减少。例如,细长轴的车削,由于力和热的影响,使工作产生弯曲变形。现采用了“大直刀反向切削法”,基本上了因切削力引起的弯曲。再辅之以弹簧顶 尖,可进一步热伸长的危害。