机械加工技术具有显著的经济效益、社会效益和市场需求前景:机床是加工技术的载体,研制费用高、周期长,每台价格都很昂贵,如能替代一台超机床的,就节汇上百万美元;若再计算其每年加工所创造的价值,经济效益是显著的。
机床是发展和科技产品的的设备,历来为一些工业强国视为战略物资而禁运出口,我国若不自行研制, 时有钱也难以购买,故社会效益。
随着科技和国民经济的发展,对超加工技术的要求,市场也越来越扩大。其应用已不限于和航天航空部门而扩展到各个,应用规模和需求 大了,故市场需求前景乐观。具体分析如下:
应用日趋广泛,市场需求扩大。超加工技术的应用范围日趋广泛,在高、军事工业及民用工业中都有广泛的应用。因此是发展高和产品的一门技术。
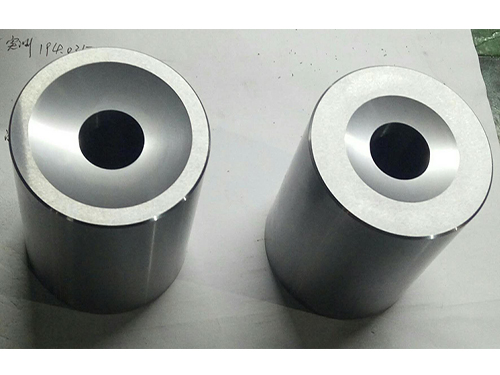
零件加工要哪些要求呢?小编就以圆柱为例,加工时,对圆柱的直径,有严格的要求,规定的要求内的正负误差是合格的部件,否则它们都是不合格的部件;例如,如果嵌入式圆柱体的直径太大,超出误差允许范围,则会导致插入情况,如果实际直径太小,超出误差允许负值的下限,则会引起。插入太松,出现不问题。
圆柱长度太长或太短,超出允许误差范围,这些都属于不合格产品,都要报废或重新加工,这肯定会导致成本增加。
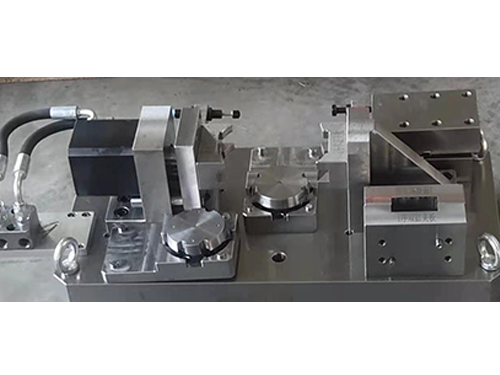
其次,的非标零件加工设备和检测设备,的加工设备使零件的加工 简单,精度 高,效果 佳。
五金加工小编为您了解到五金加工的流程,一起来了解吧。
1、先面后孔
对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,平面和孔的位置精度,而且对平面上的孔的加工带来方便。
2、先加工基准面
零件在加工过程中,作为定位基准的表面应首先加工出来,以便尽快为后续工序的加工提供精基准。称为“基准先行”。
3、光整加工
主要表面的光整加工(如研磨、珩磨、精磨滚压加工等),应放在工艺路线阶段进行,加工后的表面光洁度在Ra0.9um以上,轻微的碰撞都会损坏表面,在日本、德国等 ,在光整加工后,都要用绒布进行保护,不准用手或其它物件直接接触工件,以免光整加工的表面,由于工序间的转运和安装而受到损伤。
4、划分加工阶段
加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了加工质量;有利于合理使用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
在机械加工中,工件出现变形主要是由于哪些因素造成的呢?下面工件加工小编为您了解到了,一起来了解吧。工件的材质的和结构。工件的变形量的大小会与形状复杂程度、长宽比和壁厚大小形成正比,同时,也与材质刚性和稳定性成正比。所以在进行设计的时候要注意减少这些因素对工件的影响。特别是大型的零件结构,需要做到结构合理,除此之外也需要对毛坯硬度、疏松等问题严格控制,减少工件变形。工件装夹很容易造成工件变形,为了避免这种变形的出现,需要选择正确的夹紧点,然后根据夹紧点的位置选择适当的夹紧力。所以尽量保持让工件的夹紧点和支撑点一致,让夹紧力在支撑上作用,这样夹紧点可以 靠近加工面,这样才不容易引起夹紧造成的变形。当工件上有几个方向的夹紧力作用时,要考虑夹紧力的先后顺序,对于使工件与支撑接触夹紧力应先作用,且不易太大,对于平衡切削力的主要夹紧力,应作用在后。除了完成上面的步骤外,还要增大工件与夹具的接触面积或采用轴向夹紧力。增加零件的刚性,这是解决夹紧变形的方法。增大工件与夹具的接触面积,对于降低工件件装夹时的变形有很大帮助。