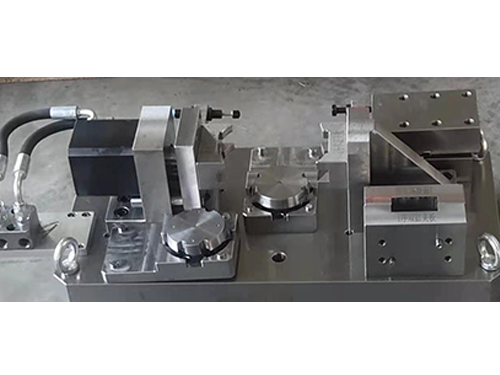
非标量具在大批量零件加工检验时效率虽很高,但对较尺寸检测就比较困难或无法检测。前面说过,那些能测量的量具虽好,但价高、易损、使用性强,主要的是对大批量生产零件检测效率低。能否设计一种简单的辅助装置,使一些量具,变为一般工人都容易掌握的 的量具,下面是我厂近些年设计的一种百分表量具。检测范围为孔的深浅和外圆台肩的长短,量具的杠杆比常用的有1:1.5和1:2两种。百分表的检测精度是0.01,无法 测量小于0.01的尺寸,但使用1:2杠杆比的的量具,测量精度就可达到0.005。
这种量具的特点是 ,被检测零件放到检具上轻轻一按,看一眼百分表指针是否在所标的两个绿点内,深浅合格一目了然,全过程只不过几秒钟,准确率 。
这种量具所用的百分表比较娇贵,特别怕摔碰,因为百分表属于比对量具,指针位置出现变化很难觉查,因此使用前要先检测指针位置是否在规定位置。我们的规定是,每一块量具都有一套校对样板,一件是尺寸,一件是 小尺寸,放在量具上,根据指针位置点上绿点,然后表盖贴上封条,并规定专职人员每天校对一次。为了保险,生产工人还把一个零件选为标准件,记住被测尺寸在百分表上指针的位置,经常地校对一下,以避免因表针变化而出现大量的不合格品。
量规类量具的设计和计算
一.量规的分类
1.按使用方法,可分为标准量规和 量规
1)标准量规:其工作尺寸是按零件基本尺寸制造的量规。
标准量规在使用时,根据量规通过零件的松紧程度,或者与零件的接触程度,或者出现的间隙来判断零件尺寸的合格与否。总是要靠人的感觉来判断,使用时要看工人经验水平的高低,现代企业已经不采用。
2) 量规:工作尺寸是按零件的 尺寸制造的量规。可凭通端和止端来检验零件的尺寸是否在公差范围之内。这种量规使用方法方便,测量结果准确。不以检查人员的技术水平来决定零件的合格与否,在成批和大量生产中广泛采用。
2.按其使用性质可分为:
1)工作量规:制造工人使用来自己检查零件的量规。
2)检验量规:检验人员用来检验零件的量规。
3)验收量规:订货部门用来验收零件的量规。
4)校对量规:检验工作量规和验收量规用的量规。
3.按用途可分为:
光滑塞规和卡规(卡板),高度规和规,锥度量规,同轴度量规,孔位置度量规,综合(矩形)花键量规,普通螺纹量规,锥形螺纹量规,样板量规和键槽塞规等。
二.设计与选用量规类量具,应考虑的几个问题:
1.量规的公差和公差带的分布,位置。
量规制造也规定 的制造公差,此外为了控制其在使用过程中的磨损量,还规定有磨损公差。这些公差的大小和公差带的分布位置,对被检零件在制造过程中的难易程度和成品的实际尺寸、形状都有很大的关系。量规公差可查表;另外,量规的形状和位置误差都应在其尺寸公差带内。其公差为量规公差的50%,当量规公差小于0.002mm时,其形状位置误差为0.001mm。
2.设计应尽量遵守泰勒原则:简单的说就是把通端塞规做成 圆柱形,而把止端塞规做成线接触的状态,就是检查该孔的椭圆长轴是否已超出公差。
3.量规工作表面的和性;它能直接影响使用寿命,设计时应予考虑。提高测量面粗超度(0.2—0.4μm),选用、少变形材料,如铬锰钢,或者表面进行氮化处理来提,但 要考虑经济性和工艺性。如综合花键环规和螺纹环规等复杂量规,就特别容易变形,所以 要选用铬锰钢。