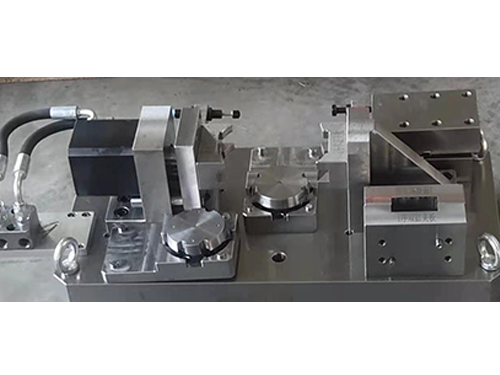
非标零件加工中心除具有直线插补和圆弧插补功能外,还具有各种加工固定循环,刀具半径自动补偿,刀具长度自动补偿,加工过程图形显 示,故障自动诊断,离线编程等功能。非标零部件加工中心是从数控铣床发展而来的,与数控铣床的区别是具有自动地交换加工刀具的能力,通过在刀库上安装不同用途的刀具,可在一次装夹中通过自动换刀装置改变主轴上的加工刀具,实现多种加工功能。
非标零部件加工设备适合大批量的,的,加工复杂的,对圆弧,锥度等加工。在工业生产中,由于涉及到材料,工艺,成本,使用数量等问题,有很多零件是不能通过机械来进行大规模生产,这就需要通过的工艺来进行小规模或小非标零件加工,中间还可能要涉及到手工处理环节。小非标零件加工是通过简易模,软模,或者直接加工出来的。小非标零件加工一般是车,铣,刨,磨,钳等通常的机械加工过程,钳工的下料,画线,打孔,攻丝等。
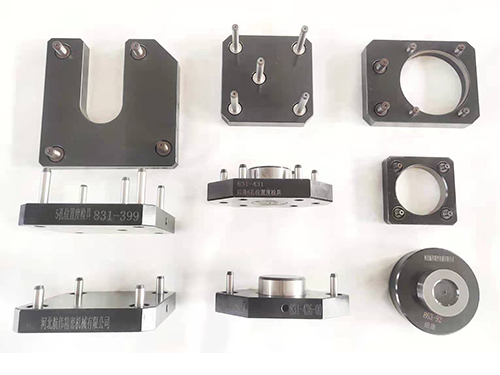
非标零部件小批量生产可以很好的节约时间成本,材料成本,加快产品面市的周期。小批量生产与手板模型密不可分,手板模型是小非标零部件加工的前提,而小非标零部件定制加工是建立在手板模型基础上的。总之,非标零部件定制加工在很大程度上能满足 多个性化产品定制。
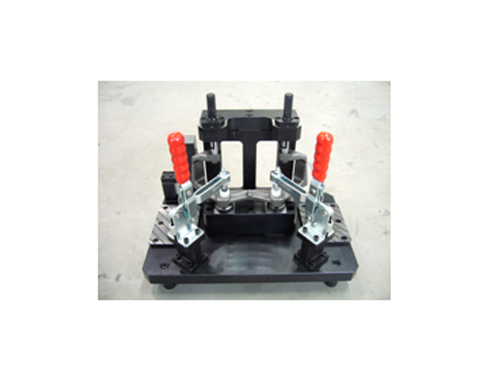
非标五金件加工技术有哪些?
机械加工余量的大小有显着影响加工质量和生产效率。机械加工余量太大,不仅增加了加工的劳动量,降低了生产率,增加了材料,工具,和能耗,提高处理成本。如果机械加工余量太小了,它不能所有的缺陷和工序错误,和夹紧不能补偿加工错误,造成浪费。它的选择原则是在质量的前提下,尽可能减少。
切断与金属层的厚度的空白,以合格的零件。称为机械加工余量。机械加工余量和津贴可分为过程和总津贴。去除金属层厚度的过程,称为机械加工余量的过程。从空白到废总共需要切除边缘,称为总剩,津贴在每个过程的总和等于相应的外观。
为了计算出合格的零件, 切断了与空白,金属层的厚度,称为机械加工余量。机械加工余量和津贴可分为过程和总津贴。去除金属层厚度的过程,称为机械加工余量的过程。从毛坯到成品,它将 切除,称为总剩余,等于相应的表面的每一个过程。
非标五金件加工余量去除过程的目的是为保持加工误差和表面缺陷,如冷冻铸造表层、孔隙度、夹砂、氧 化涂层表面的锻造、脱碳层,表面裂纹、表面粗糙度和加工的内部应力层后等。提高工件的精度和表面粗糙度。
非标零部件主要任务是选择每个出现的加工方法、工艺路线拟定总体布局的发展过程。各种外观的处理顺序,整个过程中的工序数等等。
一般可分为两个步骤。首先是起草的过程零件加工,非标五金件加工工艺设计。然后确定过程的每一工序的大小,设备和工艺设备和切割规范使用。这两个步骤都与彼此应进行综合分析。
非标零部件根据以下原则来处理一些具体情况。
(1)、为了加工精度,粗糙和精加工分开好。当切削量大,因为粗加工。对一些零件的加工精度要求高。粗加工和精加工后,还应安排或低温退火过程的时效处理,内应力。工件在切削力、夹紧力、热值、和处理外观有明显的加工硬化现象,工件在较大的内应力,如果粗糙、连续的粗加工,精加工后零件精度将很快失去了由于应力再分配。
(2)、合理选择设备。需要很高的加工精度,粗加工主要是切断大多数机械加工余量。粗加工应该 大的力量和机床的,加工过程要求较高的机床加工。粗、精加工机器不同,可以充分发挥设备的能力,并能延长机床的使用寿命