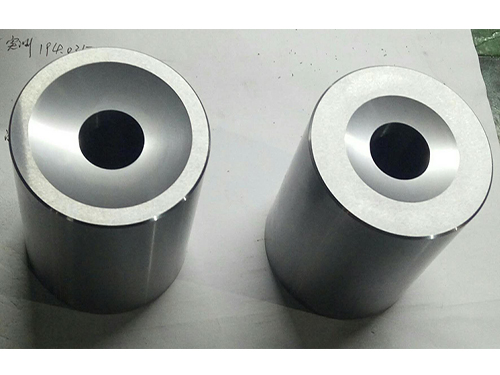
非标量具螺纹环规是一种用来检测标准外螺纹中径的,两个为一套,一个通规,一个止规。规格品种与常用外螺纹(螺丝)规格品种一样多。使用方法:分别用两个环规往要被检测的外螺纹上拧。
1、止规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同检验测量过程:先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品。
2、通规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,使其在自由状态下旋合通过螺纹长度判定合格,否则以不通判。
量规不能指示量值,只能根据与被测件的配合间隙、铸铁平板透光程度梗概能否通过被测件等来判断被测长度能否合格的长度测量器材。量规构造简单,一般为具有粗略尺寸与形态的实体,如圆锥体、圆柱体、块体平板、尺与罗纹件等。常用的量规有量块、角器度块、多面棱体、正弦规、直尺、平尺、焊接平板、塞尺、平晶与 量规等。用量规磨练工件一般有通止法、着色法、装配平台光隙法(使被测表面与量规的测量面交战,后头放光源或采用人造光,根据透光的色彩可判断间隙大小,从而显现被测尺寸、形态或地位坏处的大小)与指示表法。
非标环塞规要进行回火处理,为什么呢?这是因为回火可以使量具量规的稳定性加强。其作用有以下几点:
一、减少非标环塞规的脆性,减少内应力,钢件淬火后存在很大内应力和脆性,如不及时回火往往会使钢件发生变形或者开裂。
二、非标环塞规对于退火不能软化的某些合金钢,在淬火(或正火)后常采用高温回火,使钢中碳化物适当聚集,将其硬度减小,以利切削加工。
三、获得工件所要求的机械性能,工件经淬火后而脆性大,为了让不同工件的不同性能的要求,可以通过适当回火的配合来调整硬度,减小脆性,有需要的韧性和塑性。
四、稳定工件尺寸,非标环塞规量具是经过多道工序加工生产出来的量具,这种量具要进行回火处理,这是因为回火可以使量具的稳定性加强。
螺纹塞规的规格分为粗牙、细牙、管子螺纹三种。螺距为0.35毫米或 小的2级精度及高于2级精度的螺纹环规和螺距为0.8毫米或 小的3级精度的螺纹环规都没有止端。
螺纹塞规的 标准螺纹塞规检修方法:假如被测螺纹能够与螺纹通规旋合通过,且与螺纹止规不 旋合通过(螺纹止规只答应与被测螺纹两段旋合,旋合量不得超过两个螺距),就表明被测螺纹的作用中径没有超过其实体牙型的中径,且单一中径没有超出其 小实体牙型的中径,那么就可以旋合性和连接强度,则被测螺纹中径合格。
一、螺纹环规的用途:螺纹环规供检查工件外螺纹尺寸是否合格。每种规格螺纹环规分为通规(代号T)和止规(代号Z)两种。检查时,如通规能与工件外螺纹旋合通过,而止规不能与工件外螺纹旋合通过,可判定该外螺纹尺寸为合格;反之则判定该外螺纹尺寸为不合格。
二、普通螺纹环规制造的标准是GB10920-89和55度圆柱管螺纹环规的规格,其中普通螺纹环规按形式分为整体式螺纹环规(M1-M20)和双柄式螺纹环规(大于M20--M180)两种。双按 标准GB197-81规定,普通螺纹环规的精度常用的为6g,6h,6f和8g级。55度圆柱管螺纹环规的精度分 和B级两种,B级低于 。
生产各种非标及标准公、英、美制螺纹环规和梯形螺纹环规、各种螺纹塞规、校对规、对表光滑环规、卡规、锥度环塞规、花键规等。对各类工装夹具、工装检具的设计与制造有较丰富的经验。轴类、套类及零部件的加工制造。